Good evening!
Guys, who here has achieved zen with printing pure nylon?
Please advise, I’ve been reading online that you need to print slowly, like 40–60, so there’s no stress in the part..
I need to print some gears, “lightly loaded” 
I’ve got a spool of nylon from HTP, composition unknown, the internet says it’s some kind of PA6 and PA12 blend, and that it’s not really suitable for gears 
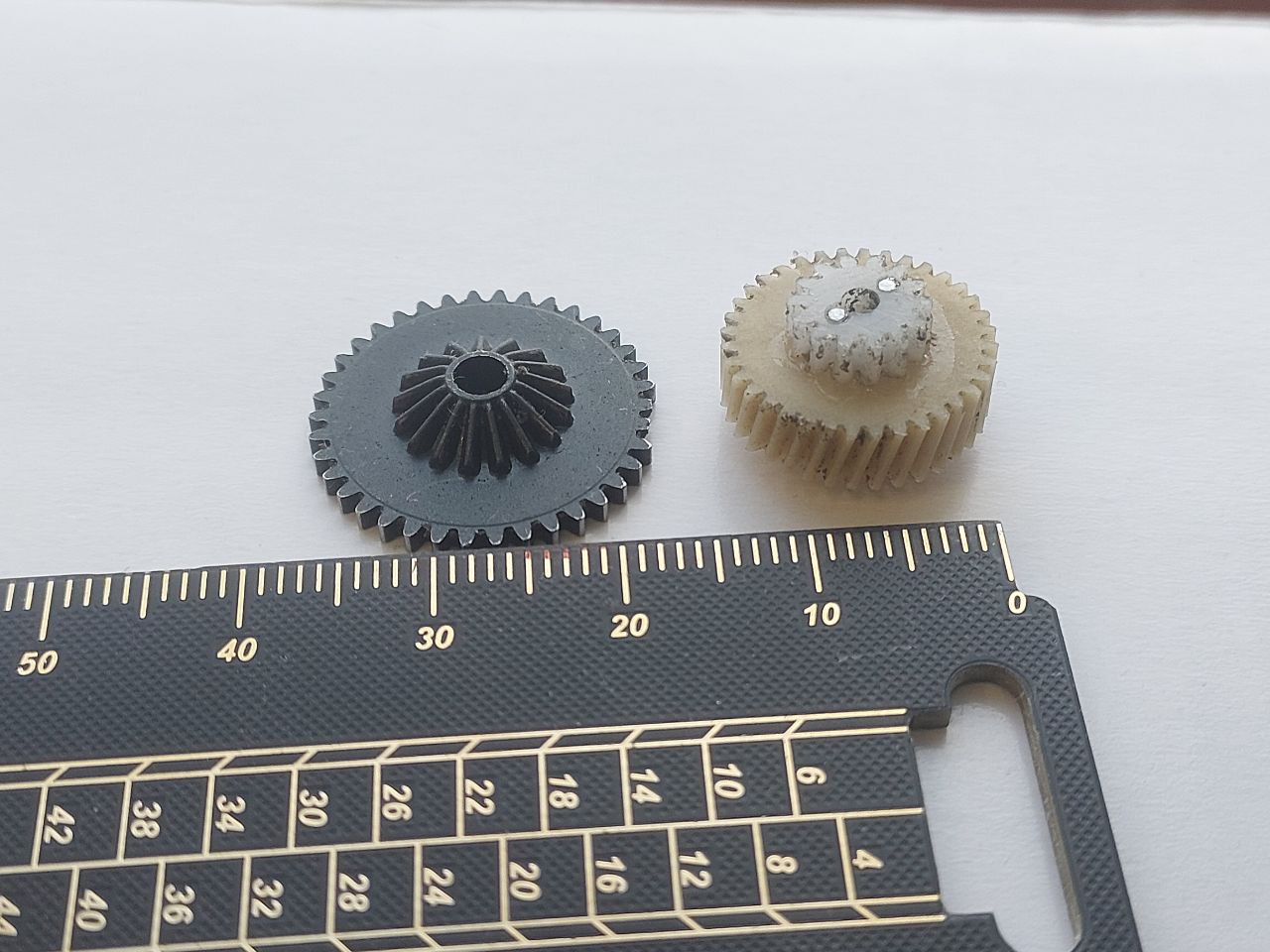
Something like this.. the one on the left is silumin, a couple of teeth got ripped off 
🇷🇺 Оригинал
Добрый вечер!
Мужыки, кто познал дзэн по печати чистым нейлоном?
Подскажите, плиз, в инете начитался, что надо печатать медленно, типа 40-60.. чтобы не было напряжения в детальке..
Задачка возникла напечатать шестерёнки, "слегка нагруженные"
Есть катушка нейлона от HTP, состав неизвестен, инет пишет, что некая сместь ПА6 и ПА12, и что не очень подходит для шестерёнок🤨
Такое.. слева силуминовая, пару зубов вырвано😳
Chamber at 60–65, brim, 6–8 mm³/s flow. You don’t need part cooling at all here, so that’s it)
And the tests are the same as for other plastics: tower, flow, PA
🇷🇺 Оригинал
Термокамера 60-65, брим, 6-8 кубов расход. Тут обдув не нужен вообще, поэтому все)
А тесты как на остальных пластиках, башня , поток, па
Good morning 
One more question: you can get 6–8 mm³/s in different ways.
What’s better: “thinner layer + higher speed”, or “lower speed, layer height according to the nozzle diameter”?
I’ll be printing with a 0.2 nozzle, layer height can be from 0.05 to 0.1..
I don’t have an active heated chamber, just an enclosure cap.
🇷🇺 Оригинал
Доброе утро🖖🏻
А вот такой вопрос еще: 6-8 кубов можно разными способами получить.
Как лучше? - “слой тоньше+ скорость выше” , или “скорость меньше, слой - согласно диаметра сопла” ?
Соплом 0.2 печатать буду, слой от 0.05 до 0.1 можно сделать..
Термокамеры активной нет, есть колпак.