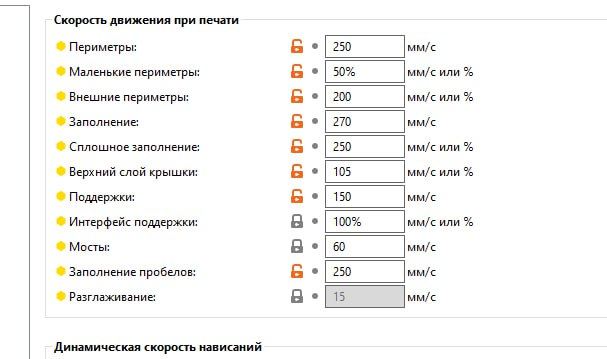
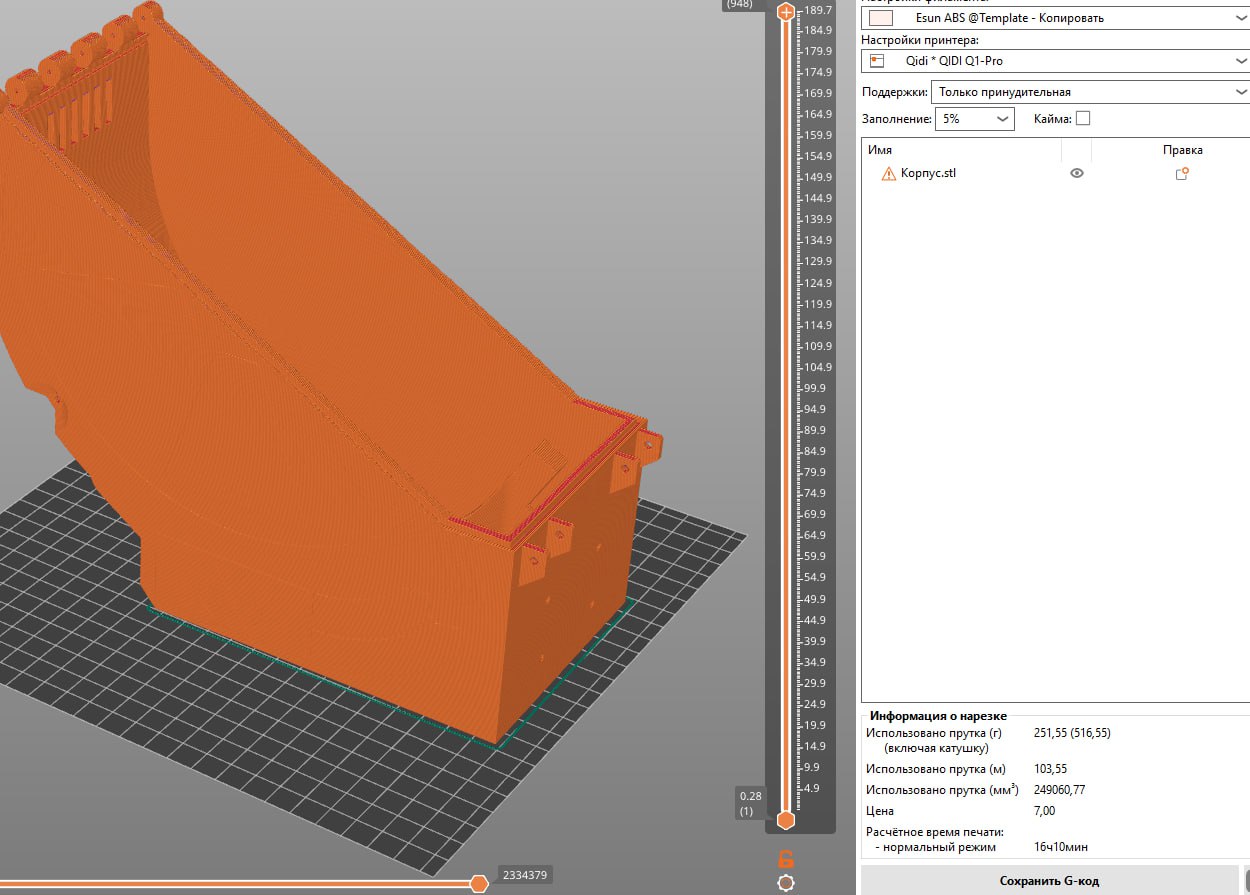
I printed the parts separately. Wall thickness 0.6 mm, with a 0.4 nozzle; 0.2 mm layer height. Lid/bottom 4 layers each. 5% infill, the body is quite sturdy. Copper wire from a GOST-spec 3*2.5 mm2 cable worked great as the axle; I couldn’t find any TIG filler rods in town. This is the body with the lid. I printed them separately — we’ve been having frequent power outages here lately, so I decided not to risk it. It came out to about 13 hours per part on average. I think the quality was visible in the photos, pretty acceptable, even considering the white MAKO.
The set of other parts was about 9 hours of printing without rushing: 2 walls, 3 bottoms / 4 lids. I didn’t add cooling, for better layer bonding — so there’s some roughness on the fine grilles, which I don’t think is a problem.
🇷🇺 Оригинал
Я печатал элементы по отдельности. Стенка 0,6 мм, соплом 0,4; слой 0,2 мм. Крышка/дно по 4 слоя. Заполнение 5%, корпус вполне прочный. В качестве оси прекрасно подошла медная проволока из ГОСТ-овского кабеля 3*2,5 мм2, присадок ТИГ не нашел в городе. Это корпус с крышкой. Печатал раздельно - у нас сейчас часто гасят свет, решил не рисковать. В среднем по времени вышло по 13 часов на элемент. Качество думаю видно было на фото, вполне приемлемое, даже с учетом белого МАКО.
Набор прочих элементов - примерно 9 часов печати не торопясь, 2 стенки, 3 дна/4 крышки. Обдув не добавлял, ради спекаемости - поэтому на мелких решетках присутствует некоторая шершавость, что думаю не помеха.